手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003- ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务
【集萃网观察】一、设备的要求
圆网印花机是一种使用圆形镍网,在白色坯布上连续印制各色图案的专用加工设备。适合印一些比较小的分布有规律的图案。工作原理类似套色印刷机,每个圆形镍网套印一个花色。圆网印花整机包括进布、印花段、烘房、落布这四大部分。
印花段是由主电机带动一个辊子,辊子带动厚2mm多的氨脂导带转动。由直径较小的被动辊拉紧导带,使辊子与导带间无打滑,导带在两辊间形成一平面,坯布贴紧导带经由第一色网到最后一色网。最后进入烘房将布烘干。只要圆网与导带速度同步,且各圆网间相位没有误差,就能保证在高速运动中达到较高的印花精度(0.1mm~0.05mm)。早期的圆网印花机是通过1:1的机械减速箱长轴传动方式来同步导带和网子,机械传动间隙和磨损对印花精度直接影响。
二、技术分析
导带由一台伺服电机驱动主辊(也可用变频+电机,视成本要求定),并用一个编码器采集主辊的角速度。由专业的运动控制器控制。
12个网头由12台伺服电机单独驱动,由专业的运动控制器控制同步,通过编码器采集的主辊角速度精确跟踪布速。
12个网头,可自动调整相位实现精确对花。(但用户要求在每个网头配有按钮操作,控制电机的起停用于选择哪些电机投入运行和以及实现手动对花)。
进布、烘房、落布的传动采用变频器+电机。
整个工艺中的温度、压力、机械、电气部分必须结合起来。包括进布导带速度,印花时的刮浆刀,烘房导带速度、烘房温度控制等。系统中会需要较多的I/O控制,所以需再选择PLC。
人机界面。实时监测各网头工作状态、故障及导带速度,以便操作人员随时掌握印花效果及时处理。运动控制器和PLC各配一个彩色触摸屏。
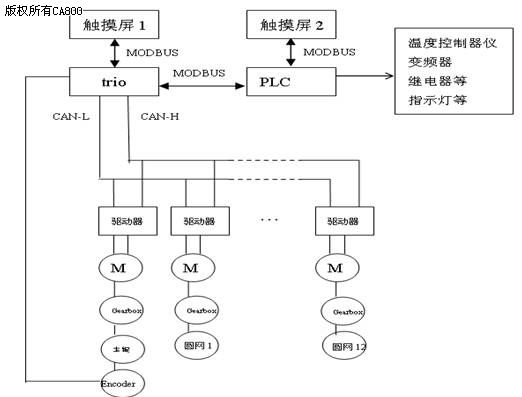
三、电气配置 该段控制框图如下: 1、运动控制器:考虑到轴数较多,为了减少了连线,本案采用CAN总线通讯控制坯布输送和圆网的同步。完全数字化控制,系统的可靠性和抗干能力都大大提高。需要采用一个13轴半的控制器(半轴是指一个编码器的输入通道),具备2个MODBUS通讯口。各方面考虑,选用英国trio的数字运动控制器MC224。 2、触摸屏:采用台湾施美特的PV104-VNT共2块。 3、PLC:采用松下FPX系列 4、伺服电机和减速机:需要采用带CAN总线通讯的电机,同时圆网的电机的编码器需为绝对式(实现自动对花需要),经考虑选用德国berglahr公司的LXM系列伺服。该系列伺服具有优越的欧洲伺服的品质,CAN总线、profibus总线方式可选,高的动态响应特性,编码器有14位和17位sin/cos绝对式编码器可选,可选三相380VAC供电。 减速机选用德国MOTEC品牌的一款合资产品APX系列,该系列减速机有较高的性价比,产品性能稳定,与国内同等价位的减速机相比精度高(一级5弧分背隙),抗扭刚性好,传递效率更高。 具体配置如下: 主辊传动电机:LXM05A34N4+BRH1103P+APX115-10 圆网驱动电机:LXM05A22N4+BRH1101P+APX90-10 5、导带传动系统所有编码器:采用德国雷诺德增量式编码器GEL260。配置为每转输出4096脉冲。 四、控制过程 2、每次印新的花色前都有一段引布。这期间做对花,即12个圆网的位置做调整,使这12个圆网保持相位一致。本案因选用了带绝对式编码器的电机,可以通过程序设置来实现自动对花。(一般的用法是通过每个网头配的起停按钮来手动对花,对花的精度取决于工人的经验) 3、刮浆刀开始印花由加在主辊侧的编码器采集主棍(即导带)的速度,把这个编码器信号接入运动控制器MC224。利用MC224的同步功能控制12台伺服与导带速度一致。 4、坯布贴紧导带以设定速度前行,被与坯布保持同一线速度的带有不同图案或色彩的圆网依次滚过,逐次印上12种图案或色彩。最后形成了具有12种色彩的花布。然后送入烘房加热吹风干燥,落布,卷布。完成。 1、印前准备。如加浆,预热烘房等。 来源:印染在线