
���������۲졿�����֯��ӡ��,�Ƚϼķ�����Ϳ��ӡ��.��������Ũɫ�����������,һ��ӡ���ָн�Ӳ,Ħ���ζȽϲ�,ӡ��ʱ��������.����������ȱ�����Dz����˷�ɢ/����ͬ��ӡ������,ʹ���ں�����άͬʱ��Ⱦ.
��ɢ����Ⱦ��ͬ��ӡ��ʱ���ǽ���ɢȾ�Ϻͻ���Ⱦ��ͨ�������ֱ�����ڵ��ں�����ά�ϵ�ӡ������.����Ⱦ��һ�����С�մ��ɫ��������ʹ��ɢȾ����Ⱦ���ڣ�Ȼ����������ʹ����Ⱦ��������ά�Ϲ�ɫ������Ⱦ��ͬ��ӡ��������Ⱦһ����ά�����մɫ����ɢȾ����մ������ά�ϣ�ʹ����Ⱦ����Ⱦ����ά��ɫ��䰵��ʪ�����ζȽ��ͣ����Ⱦ������Խ�ߣ���ɫԽ�����ʱմɫԽ�ࡣ����Ⱦ��Ҳ��մȾ���ڵĿ��ܣ�����ѡ���������湤��ʱ��Ϊ����������������Ⱦ�ϵ�ѡ�á�������������ˮϴ��������,���������ά��ͬ��ӡȾ���ܽ����Ż�,�����������ָ�������ɫ�����ޡ��ζȺõĵ����֯��ӡ����Ʒ.
1 ӡ������
1.1 ӡ����С���Ĺ������̼��豸
(1)��������:
��塢�ư��������������ӡ���������������ˮϴ�����Ρ�Ԥ������Ʒ���顣
(2)С���Ĺ������̣�
Ⱦ����ѡ����Ⱦ�ϡ���С��������v190�棬2min�w�������v112��.8min�w����ˮϴ����ˮϴ�v100��w����ˮϴ���ٸɡ���ɫ
(3)С���Ĺ����豸��
�ΰ塢�ε���С���䡢С����������ˮԡ�����ձ������������ӳơ��ٶ�����Դ����
(4)�����Ĺ������̣�
������ӡ���vԲ��ӡ���w�������������ˮϴ�����Ρ�Ԥ������Ʒ����
(5)�����Ĺ����豸��
����Ͱ�����ٴ������ٴ��������������������������Բ��ӡ������ ���������������ˮϴ�������Ի���Ԥ����
1.2������
���ڲ���Բ��ӡ����ӡ��,���ٽϿ�,Ӧѡ����ʵ���Ŀ��������Ŀ����,ɫ��������֯��,����ɾֲ����ߡ�¶��;��Ŀ����,���ڵ�����ʪ�Բ������,���Ա�֤����������Բ������Ŀѡ���Ϊ:һ��������ɳ����125Ŀ,������100Ŀ��
1. 3 Ⱦ����ѡ
���ݵ�����ά������ά�������ṹ�ͻ�ѧ���ܵIJ�ͬ,ͨ�����÷�ɢ/����ͬ��ӡ��,�����ɻ��ˢϴ�ζȺá��ָл�ˬ���ŵ㡣�����ڴ���������ά����ɢȾ��մȾ������,���»�ɫɫ��ή������մ�۵ȱײ�,�ʱ����Ⱦ�Ͻ���ɸѡ��
1.3.1.����Ⱦ�ϵ�ѡ��
����Ⱦ�ϵ������ζȺã�����ЩȾ�϶Ե��ڵ�մɫ�����أ��ر���������Ⱦɫʱ���������������������Ϊ���ԡ�ѡ�õĻ���Ⱦ����Ҫ�������ȶ��ԡ��Ե��ڵ�մ�۳̶ȼ���ϴ������.�ۺ���������Ҷ�K�͡�M�ͻ���Ⱦ�Ͻ���ɸѡ, ������ù�������175�桢8min,Ⱦ������5%,����10%,̼������1.5%,�������1��
��1������Ⱦ�����ܱȽ�

ע: +��ʾ������ɫ��; -��ʾ����ɫ��;����ʾ������ά��մ�۳̶�,������Խ���ʾմ�۳̶�����; ����ʾ��ɫ������;����ʾ��ɫ���½���
ͨ����1�ɼ�����K�͡�M������Ⱦ�ϵ�ɫ�䶼�Ƚ����������ǻ�����M-8B����������M-R�����Ժ�M-2Rմɫ�����أ�������ɫ��Ҳ�½����ɴ˲���ʹ�����ɢ/����ͬ��ӡ���Ĺ��ա�K��Ⱦ����Ϊ��ֻ��һ����Ӧ��ԭ�ӣ��䷴Ӧ�Խϵͣ������Ʊ���ɫ��Ҳ�Ƚ��ȶ���
1.3.2 ��ɢȾ�ϵ�ѡ��
��ɢȾ���������Ի����н�Ϊ�ȶ�, pHֵ������Ͷ������ַ�ɢȾ�ϱ�ɫ,����Ⱦ����,���Ӷ���մɫ������ɫ�����м��,ѡ�õķ�ɢȾ�ϱ����ͼ��Ժ��Ҷ���մɫ�١�����,�������ܹ�ɫʱ,����ά����,���Ӧѡ�ø����������¶�ƫ�ͺ������������¶�ƫ�ߵ�Ⱦ�ϡ��ҶԳ��õķ�ɢȾ�Ͻ�����ɸѡ,������ù�������175�桢7min,Ⱦ������5%,����10%, NaHCO31.5%,�������2��
��2����ɢȾ�����ܱȽ�
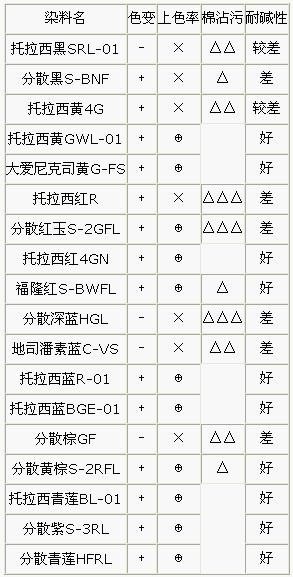
ע: +��ʾ������ɫ��; -��ʾ����ɫ��;����ʾ������ά��մ�۳̶�,������Խ���ʾմ�۳̶�����; ����ʾ��ɫ������;����ʾ��ɫ���½���
ͨ����2�ɼ���������SRL-01����������4G��ɢȾ�ϵ��ͼ��Բ��������R����ɢ����S-2GFL����ɢ����HGL��Ⱦ�϶���մ������̫�������ڷ�ɢ/����Ⱦ�ϵ�ͬ��ӡ�����ա�
1.4 ���ضԷ�ɢȾ�ϵ�Ӱ��
����Ⱦ��ӡ��ʱ������������أ������ļ���Է�ɢȾ�ϻ����һ����Ӱ�졣�����ڼ��ȵ�һ���¶�ʱ�����کv132��w�����ͷֽ⣬�ڷ�ɢȾ�ϴ���ʱ���������ɢȾ����ɵ�����������ڷ�ɢȾ����������ά������ʹ��ɢȾ��մ�ޡ���һ���棬�������ܴ�ʹ����Ⱦ��մ�ص��ڼ�Ӱ��ɫ��������Ӱ��Ⱦɫ�ζȡ�ӡ��ɫʱ��һ��������������ء������ؼ��ܿ������ڼ���������ܵ����´���ʱ�ķ��ƣ����������Ⱦ�ϵĸ�ɫ��������������������3����
1.5 ����Է�ɢȾ�ϵ�Ӱ��
С�մ��ڸ��±����DZ�ɴ��ʹ��֯�ﷺ�ƶ�Ӱ��Ⱦ�ϵ�ɫ�����ȣ�����ʹijЩ��ɢȾ��ˮ���Ӱ��ɫ�⣻��ɢȾ�Ͻ����ڷ�ɢ�������ã����ȵķ�ɢ��ˮ�С�������ڸ���ʱ��ʹȾ�Ϸ������ۣ���������ܺ����ɫ�㡣
1.6 ����������Ӱ��
��Ϊӡ�������Ⱦ�ϵ������ߡ�ɫ����Ũ����Ҫע����DZ�����ƺ��¶ȩv190�C195��w�복�٩v50��2m/min�w�Լ���ǰ��ɫ�
1.7 ����������Ӱ��
����������25m/min���v102�棬6��7min�w����ѹ���㶨��һ����Χ������ƫ��ƫ�ͣ��Է�Ӱ�����Ⱦ�ϵĵ�ɫ������ֹɫ�
1.8 ˮϴ������Ӱ��
ӡ�����ˮϴ�����Ǿ���ӡ��Ч���Ĺؼ��Թ��Է�ɢ/����Ⱦ��ͬ��ӡ����˵������ˡ�������Ƕ�ˮϴ���̲������ӣ�Ҫ���ϣ����������Ǵ����ز��ף��ζ��½���ɫ��ή������Ҫ���������⡣����ˮϴ��Ӱ�������ܴ�����������ˮ��ϴ���䳵��Ϊ40��45m/min��������1����90��95�棬2����85��90���ϴ�Ӽ�8801�����ϼ�20kg��ÿ4��������ˮ���Է�մ�ۡ�
2 ����ʵ��
2.1 ����һ��Ⱦ�ײ��������������Ĵ������DZ����¶ȿ�����195���복�٩v50��2m/min�w������������25m/min���¶���102�棬ˮϴ������45m/min�������õ���3%����ѹ��ա�
����ˮϴ�����ʵ��Ӱ����������ˮϴҪ���ϸ�Ļ���ͼ�еĿ���ɫ����ɫ����մɫ��Ⱦ�ײ��ϡ�
ɫ���������£�
2.2 ����һ������ɫ��ӡ���������������Ĵ��������DZ����¶ȿ�����190���복�٩v50��2m/min�w������������25m/min���¶���102�棬ˮϴ������45m/min�������õ���3%����ѹ��ա���鲼����մɫ��������Ⱦ�ϵ�ɸѡ��ˮϴ�Ƕ����ʵ��Ӱ�����ġ�
ɫ���������£�
2.3 ����һ������ɫ��ӡ���������������Ĵ������DZ����¶ȿ�����195���복�٩v50��2m/min�w������������25m/min���¶���102�棬ˮϴ������45m/min�������õ���3%����ѹ��ա���鲼���е���ɫ��մɫ��������Ⱦ�ϵ�ɸѡ��ˮϴ�����ʵ��Ӱ�����Ļ�����ӡ��������ʱ��Ҫ�������Һλ�ߵ͡��ε��Ƕȴ�С������ѹ��Ҫһ�£�����ӡ��֯�ﲻ¶��Ϊֹ��
ɫ���������£�
3.�������������
3.1 �Ի���
��������Ҫԭ���кڰ���������;ӡ���������뱣������;֯���뵼������ͬ������;����Ʒ�����ȶ��Բ�,������������ʪ�������������졣
��������������ƺڰ�Ƭʱ,û����ȷ��������ͼ�����ص�,�ò�ȡ���ߵ�ȴ�����˷���,����߹�����С��,ӡ��ʱ�������׳��ִ�λ��¶���ӡ�����������ʱҪע��������ͽṹ����,Ӧ���ؿ��ǶԻ�Ҫ��ߵĻ���,�������ý��ߡ����ߡ��������������ߺ��м�Ի���һ�»����ҶԻ���һ��ʱ,��ԭ���������������ɳ���һ����;����Ǵ����������ǰ,�������֯����ˮ��ɡ��ɶ�֯�����Ԥ��ˮ�����,Ҳ����ӡ��ǰ����Ʒ����ˮϴ,������ӡ��ʱ֯��ijߴ��ȶ���,����Ի��Ѷȡ�ѹ�����ر仯��ε�©��,����ɹε�ѹ�������Ҳ���,Ҳ����Ի�������ѡ�ѹ���Ӵ�,����ƫ��,�Ի���Ҫ����;ѹ������,�������෴��
3.2 ɫ��
������ԭ����Ⱦ��ѡ��;Ⱦ���ܽⲻ��;�豸����;Ⱦ�Ϻ�ɫ������ʱ�������������;�ӹ��������Ʋ���;���价�������ȡ�
���������
����ʱҪ�����أ�Ⱦ��Ҫ����100������ܽ⣬�Ѵ�õĽ��������ϴ��ϴ������ڹ��ˡ�
3.3 ¶��
������ԭ���ǹε�ѡ����ѹ�����ڲ�����ɫ����Ҫ�����ײ�������������,��Ӱ��ε���֯��ĸ���֯��ǰ�����ϲ�,˿��̶Ȳ���,���Ա�֤���ȵ�����ά,�ײ���ɫ���ȡ�
���������
ӡ�ƴ���滨��֯��ʱ,ѡ��50��0.15 mm�Ĺε�,����߹�ӡʱ������,�����ںùε���ѹ���ͽǶȡ�ѡ��ճ�ȵ�,�������ܺõ�ԭ����
3.4 ����
������ԭ����Ҫ��Ⱦ�����ܡ����������Ͱ���Ʒ�������йء������������Ⱦ��ƴɫʱ���׳��ַ���,��Ⱦ��ɫ�����ȶ�,�ۼ�������;����Ⱦ���ܽ�Ȳ�,�����û�����,��ɷ�����ɫ���ȡ�
���������
ƴɫʱѡ����Ⱦ�������Ⱦ�ϣ�����ɫ��ʱ��Ⱦ�ϳ���ܽ�,���ü���,���ⳤʱ�����,��֤ɫ���¶�ǰ��һ��,����Ⱦ������������Ϊ����Ⱦ��Ӿ��,ɫ��Ҫ���ڴ�������ͺ��ѹһֻ����������,����֯��������ɫ����,����Ⱦ��Ӿ�ƣ��淿�ھ��������ȷ���,����ʪ֯��ֱ���Ϻ�ס�
��Դ: ӡȾ����
��������ʱû�����ۣ�
���¼�������
�������
 ��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
 ��APP
��APP �źţ�yinhuashijie
�źţ�yinhuashijie �ֻ���
�ֻ��� ��ӡ�����硷��־
��ӡ�����硷��־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










