
【集萃网观察】腈纶织物不含天然杂质,前处理简单,只需去除在纺织造等加工过程中运用的浆料和沾上的油污渍等。应注意的是,腈纶织物的印染加工中使用阳离子染料,这使得我们在前处理时选用的洗涤剂类型就非常重要,因为大多数洗涤剂为阳电性,如腈纶织物前处理用阳离子洗涤剂,则洗涤后在纤维表面会积聚过多的阳离子,而阳离子表面活性剂会与水浴中带负电荷的纤维相结合,减少染料对纤维的结合率,导致印花后的得色量降低,并使色牢度降低。所以,选用非离子表面活性剂为上策。同时,非离子表面活性剂在较低浓度时的去污力也很强,而且化学性能稳定,对印染后加工没有影响。
1.腈纶织物的前处理工艺流程
烧毛一退浆一热定形一增白
烧毛可使织物表面光洁,改善织物起毛起球现象。
退浆是为了除去织物上的油渍浆料,同时使织物在松弛湿热加工中充分收缩,从而获得良好的手感和服用性能。腈纶织物的退浆过程可以在松式退浆联合机中进行,其针织品可在溢流染色机或绳状机中进行。
热定形的目的是为了清除表面皱痕,改善织物风格,使织物具有尺寸稳定性,便于印花等加工工序的进行。
2.腈纶织物前处理的工艺处方
(1)烧毛工艺:一正一反,采用小火口,快车速,强火焰的烧毛办法。这是因为,腈纶是热塑性纤维,耐热性较棉、粘胶纤维等稍差。如火焰、车速等控制不当,会使织物表面绒毛燃烧结球或使织物泛黄。因此,必须根据腈纶织物的表面绒毛状态来决定烧毛具体火焰或车速等。
(2)退浆:
①工艺流程:
浸轧碱氧液一汽蒸一松式水洗一松式烘燥
对于薄型的腈纶针织织物的前处理可以在溢流染色机中进行,工艺流程如下:
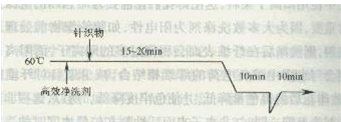
①工艺配方:
1# 2# 3#
碳酸钠(100%) 10―15 g/L 一 一
烧碱(100%) 一 5―10 g/L 一
双氧水(100%) 15―20 g/L 15―20 g/L 一
高效净洗剂(溢流机处方) 一 一 O.5―1 g/L
配方一1 、2#在松式退浆联合机中运用,轧余率100%,汽蒸时温度60一80℃,时间约10―15 min。配方3#在溢流染色机中进行,在60℃处理15一20 min后放掉洗液,用30℃清水洗10 min,再换水,30℃洗
10 min,然后用离心脱水机脱水。
(3)增白:需增白的织物可选用溢流染色机或轧染机进行。溢流染色机的增白适合于腈纶针织物、薄型腈纶绒等柔软蓬松织物,而轧染机适合于一般的腈纶平纹织物。浸染白度优于轧染白度,但如果通过轧染就能达到需要的白度,那么用于印花的腈纶织物通过轧染增白,其加工工序可以缩短。增白剂的发色可以在印花汽蒸时完成,也可以根据各厂的设备选用适用的工艺。其实,腈纶织物本身具有良好的白度,但如果对白度有更高的要求,则可以不漂白就直接进行增白,增白也相当于腈纶纤维的染色。一般腈纶织物用的增白剂为分散型勃仑可福DCB或同类产品,必要时加入阳离子匀染剂,以防止增白不匀。
①溢流染色机前处理增白工艺及其配方:
勃仑可福DCB 1%―1.5%(对织物重)
(或阳离子增白剂)
扩散剂 0.5―1 g/L
冰醋酸 1―2 g/L(调节pH值)
醋酸钠 O.3―0.7 g/L
(与醋酸成缓冲溶液)
缓染剂 0.8g/L
柔软剂 0.5一1g/L
浴比 1:(20―30)
腈纶针织物增白工艺曲线如下:
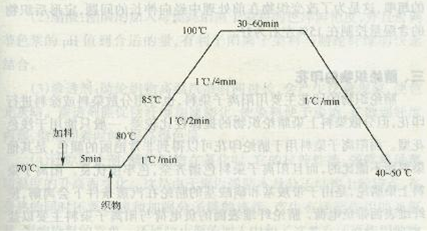
注意:降温时必须循序而下自然降温,而不能骤冷,以防手感发硬。增白时控制pH:4―5。勃仑可福DCB增白剂在水中以悬浮态存在,加入扩散剂用以提高其分散性。
②轧染增白液配方:
勃仑可福DCB 10 g
草酸 3 g
磷酸三钠 0.8 g
亚硫酸氢钠 0.4 g
水 x
合成 1000L
轧染的轧余率可控制在100%。烘干温度要十分注意,应70 t左右,以保持其良好的手感和蓬松性、光泽等性能。
(4)热定形:腈纶针织物经练漂处理后,会造成线圈排列不正、纬斜、门幅不一等,整理的目的就是为了清除前加工过程中织物收缩变化和皱痕,提高织物的尺寸稳定性和形状稳定性,有利于印花加工的顺利进行。热定形的温度以130℃为好,因为温度太低,定形门幅达不到要求;而温度高于140℃,则手感会发生变化。定形时给予一定的超喂,这是为了改变织物在前处理中经向伸长的问题,定形后织物的含湿量控制在15%左右为好。
来源: 印染在线
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











