
【集萃网观察】1 工艺流程 酶高温轧蒸法织物。浸轧热水(06 ℃)。浸轧酶液(室温,轧余率10%)。汽蒸(10 一102 ℃x15min)。热水洗一冷水洗*烘干碱轧 蒸 法 织物。浸轧碱液(89℃,轧余率%%)、汽蒸(l0一102 ℃x60min)。热水洗、冷水洗--烘干 2 退浆处方 酶高温轧蒸法/(g/L) 高温退 酶ITNOZYM4L0 2 渗透剂 ULTRAVONCN 3 Na C1 5 pH 值6 碱轧蒸法 /(g/l) 烧碱 15 渗透剂 U LTRAv0NCN 3 3 退浆效果比较 采用酶高温轧蒸和碱轧蒸两种工艺对坯布分别进行退浆处理,各项退浆效果测试如表1。 表1 两种工艺退浆效果比较 表1试验表明,采用优化的淀粉酶退浆工艺,退浆作用快,效果好,退浆率可达7级以上(碱退浆只能达到5一6级)。酶退浆处理织物的毛效、润湿性和白度等指标虽然较传统烧碱退浆工艺低,但差异不大。碱退浆仅使淀粉浆料疏松膨化,没有将其分解成小分子物质,且需耗用大量的水,若工艺控制不当,浆料会重新凝结聚集,沾污布面,形成浆斑等质量问题。碱退浆半制品手感粗糙、较硬,往往造成大批量半制品回修。此外,在高温、空气存在下,纤维素大分子上的轻基易被氧化为醛基、梭基,对碱敏感,引起聚合度一F降,造成棉纤维脆损、强力下降。酶退浆作用条件温和,有高度专一性、高效性和无毒性,可迅速催化分解淀粉浆为水溶性高的小分子物质,浆液粘度低,不会再次反沾到织物上。 来源: 印染在线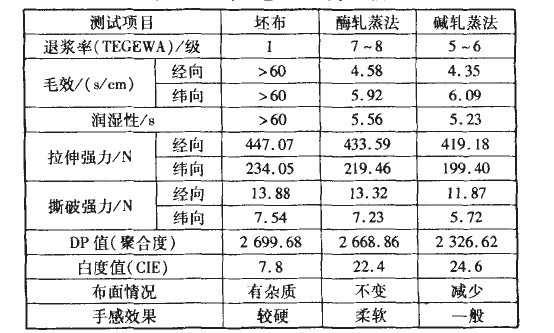
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











