
1 试验部分
1.1 材料 、药品及仪器
30s 大豆纤维织物;BES金黄、BES红、BES蓝、Na2CO3,Na2S04、蓝纳洒脱红G、蓝纳洒脱黄2R;牢度仪。
1.2 工艺流程
进布 、 前处理、染色、整理。
1.3 染色
染色在溢流机内进行。浴比1:10
2 结果与讨论
2.1 染色
2.1 .1 染料选择
根据大豆纤维的结构特点,可供染大豆纤维的染料有直接染料、酸性染料、活性染料、测定结果如下:
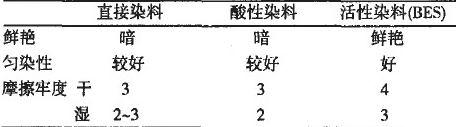
总体效果是活性染料染浅中色效果较好,颜色鲜艳。
2.1.2 BES活性染料染色温度的确定(中浅色)

大样证明:65℃染色易掌握,染色均匀得色量较好。
2.1.3染色时间(中浅色)

中浅色一般染45分钟。
2.1.4促染剂的用量
染浅色时Na2S04的用量为1Og /l-15g/l,染中色时Na2SO4的用量为20g/l-50g/l.

大样生产证明,染浅色时Na2CO3用量为5g/l-10g/l染中色时Na2C03用量为13g/l--15g/l。(以上都是目测)。
2.1 .6 升 温曲线及助剂的加人

2.1.7大车试验

经大车试验证明用溢流机染色效果好,尤其是手感,毛性感好、弹性好,光泽柔和。
2.1 .8 染色过程中常见问题及解决措施
色花 、 色点 、染色不均匀是染色中常见问题。造成色花的原因,主要与纤维、染料结构有关,从大豆纤维的结构分析,其表层为蛋白质。染料上染过快,易花,该纤维中间体部分与缩醛聚乙烯醇交联,而这种交联导致其结构紧密,染色时不易透染,从工艺条件分析,车速慢,升温快,加料时不均匀且快,加盐过早、过快都会造成染花。解决措施,首先调好车速,初加染料要慢,升温速度为1℃/min-15℃/min,浴比不小于1:10,分次加盐,并且首次加盐的量要少,从染料的角度来分析,一般要选择染料分子小,初染率低,染色均匀和透染性好的染料,符合该条件的染料,有弱酸性染料、直接染料、活性染料,最终本文选择了BES活性染料。造成色点的原因,主要是染料化不开,或加料太快。解决办法,化料时要搅拌,化好料后要过滤,进料时要慢。
3 结 论
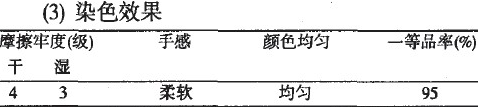
经大车试验用BES活性染料染大豆纤维织物,颜色鲜艳且均匀,手感柔软、厚实挺括,毛性强、弹性好,色牢度好,具有丝一般的光泽,在溢流染色过程中应注意以下几点:
(1)首先调好车速和水速,防止储布;
(2)染料和助剂应化好后并且要过滤,然后慢慢的打人溢流机内、以防染花;
(3)控制好升温速率和保温时间,控制好助剂的用量;
(4)对染料的选择要继续探讨。
来源: 印染在线
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











