
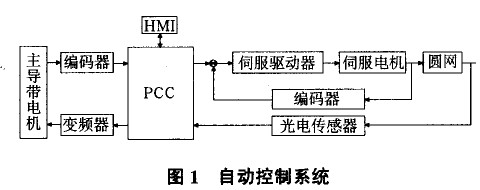
2 自动控制系统
自动控制系统如图1所示,本机采用先进的可编程控制器(PCC)及高精度独立伺服定位系统控制全部机械。避免了集体传动而产生的累计误码率差,同时机械传动长期使用造成机械磨损而易出现跑花现象的缺陷。这种圆网独立传动数字化控制方法,使纵向不跑花,对花精度高,运行稳定性好,一等品率高,如因圆网制造不准确使电脑无法一次性对花到位,圆网印花机还可通过每套色独立控制的显示屏上进行调节,调整期间决不影响主控显示器。
采用数字对花系统,可实现开机对花和停机对花、品种更新和产量提高,并且节约了前期对花样布的损耗(省布量6%以上)。圆网与导带之间的速差可调,以不同品种印花达到最佳印花效果。具有车速、速差、计时、故障诊断显示和对花参数锁定功能。由于采用了圆网数字独立传动,除了机械传动在少数套色印花时网头可轮流使用,这将进一步延长设备使用寿命,还可降低维修费用。
过去,圆网印花机要求圆网的周长相同,12色印花只能用11色印花。现在不同周长花圈的圆网可在本机同时使用,并且真正达到了12色印花机印12色花型的功能。
3 人机界面控制系统
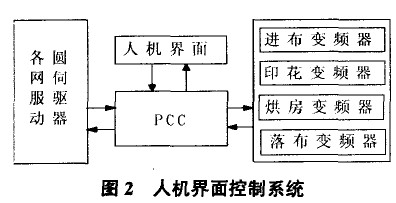
为了使圆网印花机给用户提供一个友好的人机界面,让用户更好地使用、维护和维修,经过不断的技术和市场调研,决定与B&R公司合作研制圆网印花机人机界面控制系统。本机操作部分包括两种硬件面板用来实现对机器的操作和参数显示及设置,一是主控制台上的主控制面板Power Panel PP41,另一种是装在网头上的小操作面板Panel ware(紧凑型HMI),以上控制面板都是B&R公司生产。具体控制框图如图2所示。
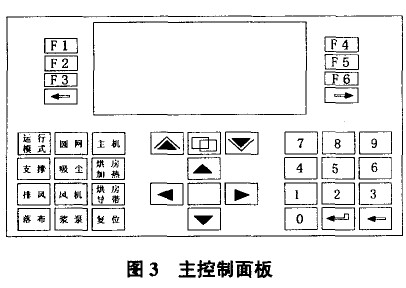
圆网印花机人机界面控制系统的主要控制面板如图3所示。
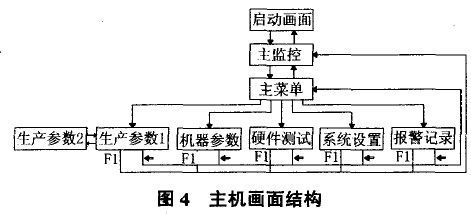
本机的人机界面的画面在编制时将主要操作控制画面集中在一起,各个画面之间的切换都有提示,操作特别方便。各个画面之间的关系如图4所示。
3.1 启动画面
当系统上电以后,会自动进入本画面。此时系统会开始自检,自检完毕后会自动切换到“主监控” 画面。
3.2 主监控画面
此画面为操作时的主画面。画面可以显示机器的报警信息和运行状态,当系统发生故障如变频器故障,导带越位,圆网及主电动机发生故障时,显示报警,否则报警信息消失。在机器的运行状态示意图中可以显示各个圆网电动机运行是否正常,并且还有电动机速度、烘房温度等参数的显示。
3.3 生产参数画面
主要有:主机速度、烘房速比、落布速比、主从速比、圆网速度、烘房温度、弧板温度、磁力强度、加速时间、快速步距、慢速步距、单网速度、对花偏移和对花调整。这些参数即时地反映当时系统的运行情况,方便用户调整。
3.4 机器参数画面
主要有圆网周长和间距、负载系数和转数等参数,根据这些参数用户可以方便调整导带与圆网之间的同步关系。
4 Ethernet
以太网是当今现有局域网采用的最通用的通信协议标准。该标准定义了在局域网(LAN )中采用的电缆类型和信号处理方法。以太网在互联设备之间以10―100 Mbps的速率传送信息包,本机台采用的是B&R公司生产的Powerlink interface modules (3IF686.9),传输速率为100 Mbps。由于其低成本、高可靠性以及100 Mbps的速率,所以在圆网印花控制系统中得以广泛应用。在机台中采用的 Power Panel和A( lf)()S中都有Eehernet Powerlink interface。所以利用3IF686.9实现了主机和各从机之间的通讯,满足了系统协调控制的要求。
全数字式圆网印花控制系统中,每个网头的伺服电动机对应着一个伺服驱动器,这些驱动器要与 PCC、Power Ware等设备之间进行通讯,系统通讯性能的优劣直接影响系统品质,因此各个设备之间的通讯是系统可靠、稳定协调运行的基础。经无数次的试验证明本机台中采用的Ethemt现场总线通讯方案具有结构简单、成本低、传输速率高、通讯距离远及抗干扰性强等特点。

5 结语
本机经试验表明,它的设计合理,接线简单,动作可靠,运行良好。充分发挥了可编程控制器 (PCC)高可靠性、强抗干扰性和人机界面的高效性等优点。该机台的出现,给印染企业、针织行业、丝绸等轻纺企业提供了高质量的生产机型,也给化纤、棉织、丝绸、针织以及巾等行业的印花提供了高精度的设备,此设备是目前世界上最先进的机型之一。
来源 魏涛 方千山 许佳铭
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











