
关键词:耐久压烫整理;棉纤维;聚氨基甲酸酯纤维
棉包氨纶纬向弹力免烫衬衣面料不但具有棉的良好特性,如吸湿性、透气性和手感等,而且弹性高,回复性好,洗涤后易打理,深受人们的喜爱。但是,因棉包氨纶纬向弹力衬衣面料轻薄且弹性大,其染整加工难度很大,在生产过程中易出现卷边、折皱、干缩湿胀和门幅不稳定等问题[1,2]。
为解决上述难题,我厂确定了氨纶纬向弹力衬衣面料的染整加工流程及工艺条件,对面料进行了免烫加工,在满足消费者高要求的同时,更好地提升了产品品质和企业竞争力。
1 棉包氨纶纬向弹力面料的染整加工
材料 16.7 tex×(棉14.5 tex+氨纶40 D)846根/10 cm×283根/10 cm棉包氨纶纬向弹力衬衣面料4/1经面缎纹
工艺流程 翻缝→坯布退浆水洗→预定形→烧毛→退浆、煮练→干定形→漂白→丝光→染色→预拉幅→液氨→免烫→焙烘→水洗→拉幅→预缩
测试方法 弹性指标参考ASIM D 3107―2003觯力纱制织物伸展性能的标准试验方法》测试;断裂强力参考ASIM D 5035-2003《纺织织物断裂强力和伸长的标准试验方法(条样法)》测试;缩水率参考AATCC 135-2004《织物经家庭洗涤后的尺寸变化》测试;撕破强力参考《冲击摆锤方法测定撕破强力 (埃尔门多夫)》测试;平整度参考AATCC 124-2006幢复家庭洗涤后织物的外观》测试。
1.1 坯布退浆水洗
工艺流程 浸轧整理工作液(退浆酶OPT-280 4g/L,渗透剂MRZ 6 g/L,温度50℃,一浸一轧,带液率903)→汽蒸(98~100℃,1mh)→5格平幅水洗 (95℃)→冷水洗→烘干
为检验来坯是否达到成品的弹性要求,需先对坯布进行70℃水洗试验(洗衣机水洗30min)。水洗烘干后的幅宽低于成品幅宽173以内,方可满足成品要求,否则需与织布和工艺设计科进行沟通,防止成品出现幅宽及弹性不达标的情况。
1.2预定形
1.2.1预定形作用
棉包氨纶纬弹面料在前处理加工时易卷边,尤其是4/1缎纹组织,卷边最为严重。这是因为煮练时,织物在高温高湿条件下急剧收缩,有些规格的缩幅甚至高达32%,这时若边组织的收缩率与整幅织物的收缩率不一致,就会产生卷边现象。为此,建议在织物煮练前进行预定形,以减少在后续湿热过程中的收缩和卷边现象。
1.2.2 预定形工艺条件
通过150~190℃系列定形试验,确定定形温度为150~160℃,定形时间60s,门幅控制在成品幅宽±2cm。
1.3 烧毛
该面料纬向弹性大,在生产过程中幅宽不断变化,在拉伸收缩过程中纱线表面的毛羽不断增多。氨纶不耐高温,如果烧毛条件过于剧烈,烧毛过度,将会损伤氨纶的弹性。因此,烧毛工艺条件对布面光洁度和织物强力起决定性作用。
采用气体烧毛机,烧毛方式为二正二反,火焰强度为1 500~1 600kPa,车速为80~120m/min,织物的弹性、强力损失和烧毛等级见表1。
表1 不同工艺条件下的烧毛效果

由表1可知,采用不同烧毛条件,织物弹性变化较小。综合考虑,确定烧毛条件为:车速100m/min,火焰强度1 500kPa。
1.4 退浆、煮练
1.4.1 退浆工艺
工艺流程 浸轧退浆工作液(50~C,一浸一轧,带液率90%)→汽蒸(98~100℃,15min)→5格平幅水洗(95℃)→冷水洗→烘干
工艺处方/(g/L)
退浆酶OPT-280 6
渗透剂MRZ 6
精练酶601-L 3
1.4.2煮练工艺
工艺流程 浸轧煮练工作液(45℃,一浸一轧,带液率110%)→汽蒸(98~100℃,50min)→5格平幅水洗(95℃)→冷水洗→烘干
工艺处方/(g/L)
35°BéNaOH 40
渗透剂MRZ 6
精练剂CP-104 6
1.5干定形
合适的定形温度和定形时间对氨纶面料成品幅宽和缩水率起决定作用。定形条件对织物幅宽和缩水率的影响见表2。
表2 干定形条件对织物幅宽和缩水率的影响
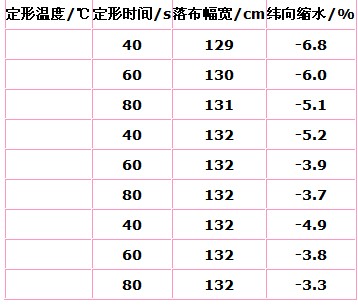
注:定形门幅为132cm。
从表2可以看出,定形温度180℃时,幅宽偏窄,且不能满足缩水率0~5%要求;定形温度195℃时,可以满足缩水率要求,但浪费能源。综合考虑,确定干定形温度190℃,时间60s。
1.6 漂白
工艺流程 浸轧整理工作液(45℃,一浸一轧,带液率100%)→汽蒸(98~100℃,30min)→5格平幅水洗(95℃)→1格平幅水洗(80℃)→烘干
工艺处方/(mL/kg)
27.5%H2O2 40
10°BéNaOH 40
渗透剂RLS-1 6
稳定剂Our-266 5
螯合剂2UD 8
pH值 10.5~11.5
1.7 丝光
工艺流程 浸轧丝光工作液(常温,两浸两轧,带液率90%)→布铗扩幅→8格平幅水洗(95~98℃)→醋酸中和水洗(常温)→冷水洗→烘干
棉包氨纶纬向弹力面料具有“湿胀干缩”的特性,浸入丝光浓碱后会剧烈溶胀,再经轧车就会产生折叠状经向折皱,即使经过扩幅也不能有效解决。研究发现,可采用逐步溶胀来减轻折痕的产生。因此,在丝光机轧碱槽前增加一个轧水槽,丝光时先浸轧水,然后浸轧浓碱,可使纤维缓慢地发生轻微溶胀,解决经向折皱问题。
1.8 液氨整理工艺
工艺条件 液氨定形反应时间20s,车速40m/min。
面料经过液氨整理后,不仅强力提高,手感更加柔软,平整度提高了0.3~0.5级。
1.9免烫整理工艺
工艺流程[2] 二浸二轧免烫整理液→整纬→热风烘干(温度100℃)→焙烘(150~160℃,3~5min)
免烫整理液处方/(g/L)
树脂LDF 100
催化剂NKC 30
纤维保护剂P-40 50
柔软剂S702S 50
醋酸 1
1 1.10 柔软整理工艺
工艺流程 二浸二轧(柔软剂DT-525020g/L,渗透剂MRZ 3g/L,醋酸1g/L)→整纬→130℃热风烘干
分别对棉包氨纶弹力面料进行柔软整理和免烫整理,结果见表3。
表3 棉包氨纶弹力面料普通柔软整理和免烫整理效果比较
加工方式成品幅宽
/cm纬向缩水率/%断裂强力/N撕破强力/N伸长率/%回复率/%平整度/级
经向纬向经向纬向
柔软整理132-4.8968.8225.032.020.627.462.12.0
免烫整理132-2.7710.5175.923.015.326.575.63.3
从表3可以看出,经免烫整理的面料,水洗后尺寸稳定性和平整度均较普通柔软整理高,易于打理,穿着时回弹性好。采用这种面料制成的衬衣,穿着更舒适,水洗后易打理,可满足客户的高需求。
2结论
(1)棉包氨纶纬弹织物具有易卷边、易折皱和幅宽不稳的缺点,可用在烧毛前进行预定形和漂白前进行干定形加以解决。
(2)合理的烧毛工艺和丝光工艺可以减少氨纶加工过程的强力损伤,保证布面光洁度,减少折皱产生。
(3)棉包氨纶纬向弹力织物免烫整理,可解决面料回复性不佳和水洗起皱的问题,从而提升面料品质。
来源: 张战旗,于 滨,梁政佰,王先宗 第八届印染后整理论文集
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











