
���������۲졿������һ�������Ⱦ��ӡ����ɫ����մɫ����ⶨ
���������ս���ģ�����飬�ⶨ����Ⱦ�Ϲ�ɫ�ʡ�����������ϴǰ����ˮ��ϴ֯�����ɫ�����ϡ���ѧƷ��ȥ��һ�㣬����������ڵ��������ĸ�ɫ���Լ���մɫ������һ���ϣ����鹤�մ���������ͬ����ˮϴ��ֱ����������������������2g/L������1g/L��ԡ��1�U60��95�棬30���ӡ��ⶨ��Һ�е�Ⱦ�������벼�ϵ�մɫ�������մɫ�ʡ�
������HG���ղⶨ[18]
ע:�ٲⶨ������λ��Ⱦ�ϣ��ˣ�/100�˾��ɲ�
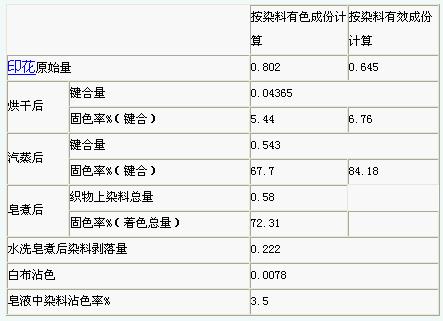
���п���������������ά���ϵ�Ⱦ����0.543�ˣ�����ЧȾ�ϼ���ʱ��ɫ��Ϊ84.18%������ƷȾ�ϼ���ʱ��ɫ��Ϊ67.7%������������֯����Ⱦ���������㣬��ɫ����Ϊ72.31%���ɴ˿�������ƷȾ���е�ˮ��ɷֶԼ����ʲⶨ������Ӱ�죬�и�Ҳ�е͡�
ˮ��Ⱦ�������㣺��ƷȾ�ϼ�ȥ��ЧȾ������0.157��ˮ��Ⱦ�ϣ���ЧȾ�ϼ�ȥ��������0.1026����Ϊ�·�����ˮ��Ⱦ�ϡ�ˮ��Ⱦ������Ϊ0.2596�ˡ���ˣ�ӡ�����չ������²�����ˮ��Ⱦ��ռˮ��Ⱦ��������40%����ƷȾ����ԭ�е�ˮ��Ⱦ��ռˮ��Ⱦ��������60%��
�������������ݿ�����Ⱦ���е�ˮ��Ⱦ�ϳɷݣ���ˮ��Ⱦ����ɫ������ɹ�ɫ�ʲⶨֵ���Ķ�����Ҫ���ء���ˣ�Ҫ��ȷ����ij������Ⱦ�ϵĹ�ɫ�ʣ�������Ⱦ�ϵ���Ч���Գɷ�Ϊ���������Ҫ��ȷ����Ⱦ�ϵĹ�ɫ�ʣ������Ȱ���֯���ϷǼ���Ⱦ�ϡ�
��1���ȴ���������ӡ����ɫ�ʵ�Ӱ��
�������飬����Ⱦ�ϵ���Ч���Գɷ�Ϊ�����������Ʒ����ǰ����DMF���˰�ɫ����[18]��
ע������[18]�����������ǣ�ӡ��ɫ����ͨ���䷽��С�մ��彺��������ӡ������ɻ���ɣ���ԭ����104�棬7���ӡ���ɫ�ʲ��Բ��Է����������Ȼ��ѵζ������Ⱦ���е���ɫ��ٷֺ��������������ζ����ֱ���Ⱦ���е��л��������Ȱٷֺ����������Ч����Ⱦ�ϰٷֺ�����
��ɫ�ʲⶨ������ɻ�������ɫ���֯�ȡˮϴǰ��������һ���ö���������ˮ��Һ��1�U1������12���ӣ�ԡ��1�U20��ɫ���������ɺ��������������У���ɫ�ⶨȾ�Ϻ�������ù�ɫ�ʡ��������õ�����[12]���Բ��Է��������ͬ��
һ�������Ⱦ�ϣ���ͬ���������õ��Ĺ�ɫ�ʼ����塣
����һ������ͻ��Գ�HG��ͬ���������µķ�Ӧ�ʺ�ɫ��[18]
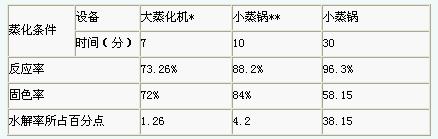
ע��*�����豸����ԭ����104�棬**�����豸����������10��/ƽ��Ӣ��Լ����115��
�ӱ������������������й�ɫ��Ϊ72%�ij�HR����С������10���ӣ���ɫ�ʿ�����ߵ�84%����˵����ǿ���ȴ�������ȷʵ������߹�ɫ�ʡ����ǣ�����30���ӣ���Ӧ����Ȼ�ﵽ96.3%����ɫ����Ϊ58.15%������֤��һ�����⣬�ȹ���Ⱦ������ά���Ϻ��ܹ���������ά-Ⱦ�ϡ����ۼ��Ķ���ˮ�⡣��ͼһ��
ǿ���ȴ����������ȹ���Ⱦ�ϵ���߹�ɫ�ʿ��Դﵽ���٣�ˮ�ⷴӦ��ʲô�����·���������������������δ���и�����ı�����
��2��һ�����Ⱦ�����ȴ���
����������������������һ����ົ���Ⱦ�Ϲ�ɫ�������ǣ��ɴ�����ɫ�ʱȳ����ͺܶ࣬��ʪ�����ȳ������15%���ҡ�����ʱ����3����Ϊ�ã�ʱ�䳤�Ĺ�ɫ�ʵ�[16]��
�����ø�����600W������¯���Ի��Գ�HGN�ֱ�����ʪ�벻��ʪ���̴�����
������HGNӡ����ɫ�����к�Ⱦ��2%����������ɫ��

ע����ɫ����ͬǰ��ɫ��ֱ��ɨ���ͼƬ��photoshop�Զ��Աȶȵ���������
*����ӡ�����������������ɣ�**��15���ӵ���Ʒ���������������������¯���̣������ο���
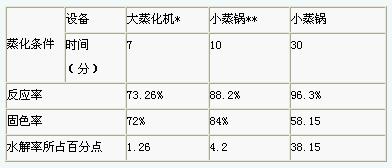
�ӱ��������������ȹ��ͻ���Ⱦ�ϳ�HGN���ɱ�����Ҫʮ���ӣ���ʪ���������������㡣
���������������Ⱦ��ӡ����ɫ����մɫ����ⶨ
1��������X-7B��ɫ�ʲ��ԣ�
������X-7B��ɫ���к�Ⱦ��3%���ڼӹ��еķ�Ӧ�ʡ���ɫ�ʲ���[18]
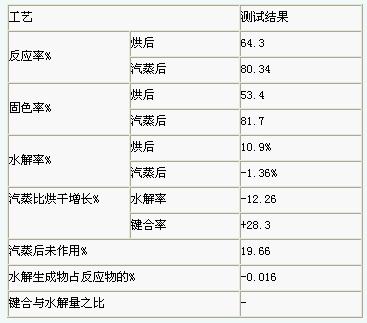
�����У���һ�������ֵ�����ӣ���������ͻ�����X-7B����ɺ��ɫ�ʴﵽ53%���������ɫ�ʴﵽ81.7%���ӱ��п���������û��ˮ��Ⱦ�ϳɷ֡����ʱ�Ѿ�������10.9%��ˮ��Ⱦ�ϣ�ȥ������
�����ϣ���������ͻ���Ⱦ���ڼ��������£���ˮ������ά�����¼��ַ�Ӧ����ͼ����
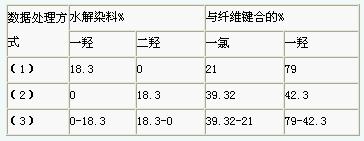
��ͼ��������������ັ�һ�������Ⱦ�Ϸ�Ӧ��Ϊ���ӣ�ˮ������㣬��һ�����ݴ����������⡣��õ��л������������Ĵ�����������ʽ����δ��Ӧ�Ķ������Ⱦ�Ϣ�������ά��ϵ�һ��Ⱦ�Ϣ�����һ���ȱ�ȡ����һ��һ��Ⱦ�ϣ����¼��Ϊ����ˮ��Ⱦ�ϡ��������֪����Ⱦ���������Ժ�ʵ���ϣ��Ѳ��ٿ��ܴ��ڶ������Ⱦ�ϣ�ͼ��0ʽ���������õ����л�����������δ����Ⱦ�ϡ���ͼ��0ʽ��������������ģ��������ͼ��1��3ʽ��һ�ȼ��㣬������ά��ϵİ�ˮ��Ⱦ�ϣ������������ǣ�19.66��2=��39.32%��
���ݵIJ�ͬ�����������ɵõ����ֲ�ͬ�����
��1�����ϵ�Ⱦ��ռ81.7%��δ���õ�Ⱦ������ռ(100-81.7=)18.3%����ˣ���ˮ��Ⱦ�ϵĺ���������18.3%�������������������Ⱦ���У�һ�ȵģ�ͼ��1ʽ��ռ����Ⱦ�ϵ�(18.3��81.7=)21%��һ�ǵģ�ͼ��4ʽ��ռ����Ⱦ�ϵģ�100-21=��79%��
��2������δ����Ⱦ�϶��Ƕ��ǣ�ͼ��5ʽ��������õ��л��ȶ��ڼ���Ⱦ���ϣ�������һ��Ⱦ�ϼ��ϵ��ǣ�19.66��2=��39.32����ˮ��Ⱦ�ϼ��ϵ�ռ81.7-39.32=42.3%
��3�����ų������������֮��������
���ˡ���ˮ��Ⱦ��-��ά��������ģ�����
���ַ�ʽ�У�����һ��һ��Ⱦ������ά���ϳ�Ϊͼ��4ʽ����ݣ������Ͻ��ܣ����������л��������ӵ����Լ���Ӧʱ����һ���γɼ���ż�����ڶ������Ȼ������ȡ������Ӧ�ٶȾ������¶Ⱥ�pH�������ء�
���Ⱦ�����ڼ��Խ����н�����ȡ����Ӧʱ�����¶ȸ�����˵�����ȱ�ȡ���ĵ�һ������0-5�棬�ڶ�����40-50�����ң���������100�����ҡ�����Ӧʱ��pH������˵������Ⱦ��Ⱦɫ�����������ƹ�ɫ���������������½��У��ȹ���Ⱦ��Ⱦɫ���ô��pH12����ɫʱ����Ӧ�¶�Ҫ��80�����£�ӡ����С�մ�pH9����ɫʱ����Ӧ�¶�Ҫ����100�����ϡ�
���⣬��ົ��ϵڶ�ȡ�����ĸ����ԣ��Ե������ȵķ�Ӧ��������һ��Ӱ�졣��ˮ��Ⱦ����ົ��ϵĵڶ�ȡ�������ǻ����ǻ��ĸ����Դ����鰷������ˣ����Ĺ�ɫ�¶�Ӧ����ͨ�����ȹ��ͻ���Ⱦ�ϡ�
�����У����ݴ����ڣ�1���ַ�ʽ��ʣ�µİ�ˮ��Ⱦ�ϣ�������������һ����ߣ����ݴ�����ʽ��2���У�ˮ��Ⱦ��ȫ�Ƕ��ǣ�����������ά��Ӧ����ɫ�ʾ���Ҳ����ˡ�����ֽ�ϲ�������[20]�����϶���ͬ������⣬��ֱ�ӵķ����ǽ��ȴ������������ٽ��и����¶ȵĴ�����֯�����ж��ٰ�ˮ��Ⱦ�Ͼ���ʹ��ɫ����߶��١�
2������ˮ��Ⱦ�ϡ��ɷݵ���֤
���ǽ����������Ⱦ����X-3B��ӡ������80����º����ں�20���ӡ����շ�Ӧ���ԣ���ʱȾ���ϵĵ�һ���ȣ������϶��ѱ�ȡ�����м���Ҳ��ˮ�⡣���ڶ����ȣ���δ�ﵽ��Ӧ�¶ȣ���Ӧ���١���Ʒ����¯���̺�ˮϴ����ɫ����������ţ�
������X-3Bӡ����ɫ���к�Ⱦ��2%������������ˮϴ����ɫ���ɫ��

ע����ɫ����ͬǰ��ɫ��ֱ��ɨ���photoshop�Զ��Աȶȵ���������
���п����������̵Ķ���δ����������ɱ�����3���ӵ������ʪ���̵ģ�ʱ��Խ����ɫԽ�����˵���������̴�����ʹһ��һ�������Ⱦ������ά��һ����ϣ���ɫ�����������ӡ����±��������¹�ɫ�����߶������ͣ�����˵����ϼ������ԽϺá�����һ���dz��õ��źţ��ٴ�֤����ˮ��Ⱦ�������ȶ����ܺ���ά�������Ϸ�Ӧ����ϼ����ȶ������á�
����̽����˼��
1����������������Ⱦ��
62���Ϻ�Ⱦ���˳��ṩһ��Ⱦ����Ʒ���������Dz��ԣ��������ʮһ��
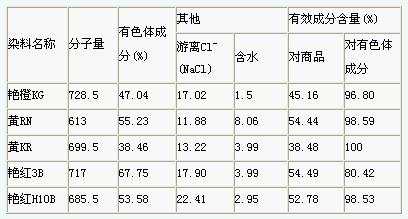
��ʮһȾ����Ʒ��Ч�ɷֲⶨ[18]
������Ʒ����ɫ��ɷݺ����������ƷȾ�ϻ������ƣ����������ߣ�˵�����Ǽӹ�����ϵģ����ϡ�����Ⱦ�ϡ�����Ҫ������ͬ���ǣ���Ч�ɷִ����ڱ����е�������ƷȾ�ϡ���һ��Ϣ��ʾ��Ⱦ����ҵ�������Ⱦ���������棬�Ѿ���������Ч�Ĺ�������ȡ�úܴ�ɹ���
2��������ົ���Ⱦ�ϵġ���ɫ��Ϊ������˫���Ի����ԣ����Դ�����Ⱦ����ɸѡ��һ�����������ģ���Ϊ����ӡ���ö���˫���Ի�������Ⱦ�ϡ�
3����Ʒ����Ⱦ�ϵĻ�ѧ�ȶ���[21]�ͷ�ɢ�ȶ���[22]�нϴ���о��ռ䡣
4���ִ���š��������ķ�չ��Ϊ���̴���ʱ�䣬�����Ⱦ�Ϲ�ɫ���ṩ����������
5�������Ⱦ�Ϲ�ɫ�ʣ��Ǽ���ӡȾ�ӹ���ˮ������մɫ�����ʪ�ζȵ���Ҫ;����
��Դ����֯Ʒӡ��
��������ʱû�����ۣ�
���¼�������
�������
 ��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
 ��APP
��APP �źţ�yinhuashijie
�źţ�yinhuashijie �ֻ���
�ֻ��� ��ӡ�����硷��־
��ӡ�����硷��־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










