
在现代印花生产过程中,既要具备先进的印花工艺,又要求建立全面质量管理的理念。完成一个花型的生产,犹如实施一个工程,从花样设计到投产的每一个环节都必须实现智能化。要生产出质量档次高的产品,更需要各工序部门的协调合作,它包括花样设计与制作、印花打版、印花圆网的准备、浆料的准备、印花设备、织物的准备、后道加工等等,只有做好了各方面的工作,才能达到理想的效果。
灯芯绒印花是我厂的主导产品,经过几年的实践,现已摸索出一套行之有效的生产方法。
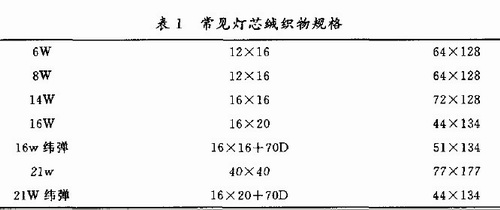
一 、灯芯绒的品种及分类
灯芯绒织物种类繁多,根据工艺及花型的变化,织物的风格也随之而千变万化,现将常见的灯芯绒列表如下:
二、灯芯绒印花工艺
1 花样设计
花样接样后,根据花型的种类、印制方法、花样完整与否、颜色、回位接头、尺寸,要先进行审样,制订出印花
工艺及注意点。由于每个花型都有其不同的特点和制作方法,要理解和掌握花型的风格和精神。
在分色中 ,花回是一个重要的概念,花样是一个或几个图案为基本单元组成的,这种重复出现的图案最小单元称为花回,也称为回头。印花的来样,经常出现其基本图案单元的尺寸不是圆网641毫米约数的情况,则可按照原花型图案的总体风格进行放大或缩小的技术处理。
在分色中 ,要充分考虑花型图案特点及印制面料织纹结构、织物厚薄等特点。灯芯绒特有的组织结构和丰满的绒面特征是分色中要特别注意的。要充分考虑颜色之间的关系,合理制订分线、借线、并线等。只有这样才能为印花的良好效果和生产中的对花等问题创造出有利条件。
2 印花打样过程
对 来样 进 行花样设计,那只是在计算机上的一种“模拟”现象,印花打样则是把这一结果反映到实物上,印花打样也是客户高要求的产物,即所谓的A4小样或S/0样。
印花打样的整个过程包括发片、制版、仿色、刮版等几大部分,是整个大生产的“缩写”。印花打样要符合大生产的要求,每个过程都要按工艺要求来做,否则在大生产中将很难做好。
3 印花工艺的设计
印花 工 艺 设计的实质,就是通过花型图案评审后,以工艺与设备相结合的方法,使来样的花形图案反映到面料中,达到满意的印制效果。
3. 1 活 性直印及涂料防印
灯 芯绒 作 为一种绒类织物,有其独特的织物风格,在设计工艺时就要考虑这一方面。活性染料直接印花是最主要的印花方式,对于有精细的边线、线条、点子等图案采用涂料印花能取得满意的效果。这两种工艺往往结合在一起,既涂料防活性印花,印花工艺设计时往往是精细的包边线条和小花用涂料,大块面和满地用活性染料,对精细的留白部分运用白涂料防活性染料,能获得采用留白直接印花所难以达到的特殊效果。这种工艺的原理是用酸剂来中和活性染料色浆中的碱剂,而达到活性染料不能和棉纤维上染的目的。常用的酸剂有硫酸按、柠檬酸、酒石酸等而涂料印花的关键在粘合剂,必须选择粘着力强、手感柔软、不易结膜塞网的品种。我厂使用安徽科大的产品,基本满足了上述技术要求。
3. 2 活 性防活性
活性 染 料 防活性染料的防印工艺也常被采用,即K型染料防KN型活性染料,这种方式能弥补使用涂料所造成的手感问题。这是由于KN型染料的乙烯矾型活性基能与亚硫酸盐发生化学反应,生成乙烯矾磺酸钠盐,从而使KN型活性染料失去了活性基而无法与棉纤维结合。加人K型染料色浆中的亚硫酸盐却不能和一氯均三嗦活性基起反应,稳定的K型染料色浆能正常的印花上染,从而达到K型防印KN活性染料的工艺效果。
3. 3 染 底革印
对于大满地上印制较精细的格子花型等,我厂还采用涂料罩印的方式,即先染深地色,再涂料罩印上去。这种工艺印出的线条较防印更精细、光洁。涂料罩印的关键是罩印浆,既能遮盖住地色,又能满足生产要求,在生产时不易结膜塞网。我厂一直采用进口的罩印浆,使用效果较理想。
3. 4 活性雕活性
活性雕活性的工艺是K型和KN型活性染料应用的另一种方式,它不同于防印的地方是要采用两步法完成,先用KN型活性染料染地色,再用K型染料印花,然后一起蒸化固色。这种工艺的原理同活性防活性工艺。KN型活性染料易受空气中的二氧化硫等还原性气体的影响,印花后的面料应及时蒸化,皂洗,否则会出现色斑、风印或固色率降低等问题。
灯心绒织物由于其独特的绒面、绒坑现象,灯芯绒的“双色”效果也是客户所经常要求的,即绒坑和绒面为不同的颜色。对于绒坑颜色为浅色,一般采用先染浅地色,再直接罩印方法;对于绒坑颜色为深色,而绒面为浅色,则一般先用还原剂破坏绒面的颜色,再直印上浅颜色,达到“双色”的效果这种方法还适用于在大满地上印较精细的线条、波浪花纹,以及云纹效果等
4 制网准备
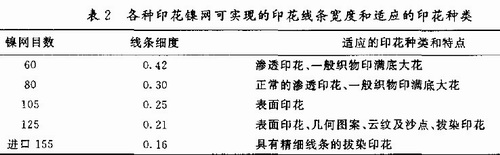
印花工艺中要考虑的另一个重要问题是印花镍网目数,它是影响印花效果的一个重要方面。对镍网来讲,目数越高,可印制的线条越细,线条饱满,反之则粗。对于开孔率来讲,开孔率越高,透浆越多,得色饱满。我们可按照表1根据印花工艺和线条细度选择合适的镍网目数。
5 印花调桨及配色
色浆是由原浆、染料、化学助剂等部分组成,色浆的调制要依据纤维、花型图案的配色和印花工艺的要求而调制的。
5. 1 活 性染料印花色桨
活性 印 花 是最常见的印花方法,主要机理是活性染料与纤维发生共价键结合,通过化学反应而固着在纤维上,所以活性染料又称反应性染料。活性色浆的原浆是海藻酸纳糊,色浆配制方便,但要考虑助剂的作用。尿素是起助溶、吸湿作用,防染盐S是防还原的弱氧化剂,碱剂是使染料和纤维在汽蒸中,在碱性条件下键合,起固色作用。
5. 2 涂 料印花色策
涂料 不 溶 于水,是借助于勃合剂将涂料覆盖于织物表面,达到固色效果。涂料印花不受纤维限制,印制轮廓清晰,但手感较硬,因此在灯芯绒上不用于大满地印花。涂料色浆中最主要的成分是钻合剂,其原浆是用乳化糊和增稠剂调制。
5. 3 印花色桨对印花效果及浙色的影响因素
灯芯绒织 物比较厚重,要求色浆的渗透性好,因此色浆调的较稀。但是色浆太稀会出现渗化,影响花型的清晰度,造成花型轮廓不清。色 浆 的 稠度对印花的得色量也有影响,尤其对灯芯绒织物最为明显。色浆调的太稀,透网率好、渗透效果好,但因色浆渗透到反面,正面的得色量就会比色浆稠的得色量低。相反,色浆稠度高,透网率要比前者差、渗透慢,色浆在织物表面得色量就高。
另外 ,色 浆中的各种助剂对颜色也有很大的影响。为减小色浆对颜色及印花效果的影响,我厂现使用自动调浆系统,来减小人为误差,做到最大程度的重现性,这在大批量生产中控制印花效果及颜色的作用尤为显著。
三 、总 结
良好 的 印 花质量必须有合理的印花工艺来保证,但是印花工艺的选择必须同工厂的实际状况相结合。我厂在生产实践中,已摸索出一套适合灯芯绒织物的印花工艺和生产路线,保证了产品质量。随着印花技术的不断发展,古老的灯芯绒印花将面临着新的挑战。
来源: 徐 伟
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











